法兰制造流程

-
大型法兰作为密封和紧固连接件在航天航空及 石油"化工等领域的大型容器中有着广泛的应用。 尽管不考虑加工能力的问题对于大型法兰由于 其尺寸过于庞大仅由于运输上的原因就使得大 型法兰的整体加工是不可能的必须分瓣加工。通 常情况下总是将大法兰分成若干弧段进行加工。 首先将毛坯锻成方坯然后冷弯成弧段退火去 应力热处理后拼成整圆在立车上加工到设计的形 状和尺寸最后运至施工现场再将若干弧段组焊 成完整的法兰并与压力容器组焊。
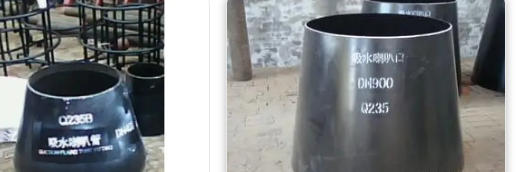
对于一些大型压力容器上使用的与封头相连的 法兰为了保证法兰密封面的平面度和加工精度 在采取了上述的法兰加工工艺完成法兰本体加工 将法兰与封头焊接在一起之后还应在大型立式车 床上再进行法兰密封面的精加工。 图为我国空间模拟器的大法兰的结构 示意图。整个法兰是由$段拼焊成圆形为了加 工封头上的法兰平面将大封头装夹在直径为的立式车床上。由于真空密封的需要粗糙度要求 达到 。由于大型立式车床的精度限制不可能达 到这一要求因此又采用了特别抛光轮抛光了 密封槽和密封面.
图"为载人航天空间环境模拟器的照片在该容器直径",的法兰盘制造中采用以下工艺路线’锻坯压弯拼接成整圆半精车加工。运至工地。组 焊 成 完 整 的 法 兰 。 与 容 器 焊 接 。 现 场 精 加工。图A为", 法兰截面图该法兰的粗加工采用的是传统的加工工艺由于锻坯需经过弯曲"粗车然后再精加工弯曲时截面尺寸略有畸变但不影响粗车加工由于粗车加工后内外径及长颈法兰尺寸均已到位精车时仅在施工工地加工密封槽和密封面故只在该方向上留了的精加工余量以补偿由于焊接面外变形。
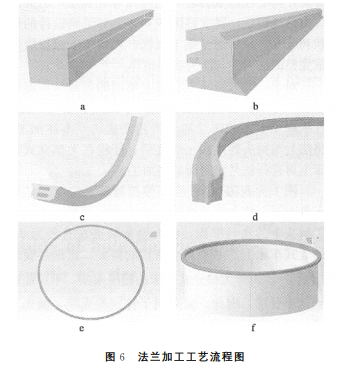
沿法兰径向取单边沿高 度 方 向 单 边 取 作 为 锻 造 余 量。为了减少现场的焊接工作量和由于两端的直边造成首先根据法兰尺寸大小每个法兰由段或若干段组成在钢厂直接锻成方坯法兰锻件在粗加工前需经超声波探伤检测而后锻坯可以在龙门刨上完成工件的粗加工包括各个型面及密封槽并预留一定的精加工余量然后通过精密弯曲来成形法兰段精密弯曲成形过程中为防止弯曲过程中可能产生的扭曲现象采用了两个法兰段成对进行弯曲的工艺方案"法兰段运至现场后需通过合理的焊接工艺措施选择适当的焊接顺序和方向来控制焊接变形"组焊后的整个法兰经焊缝热处理后与筒体进行焊接装配最后通过现场的精加工来保证加工精度这样可以免去大型立车所需的昂贵的加工费用同时加工周期也大为降低为法兰加工工艺流程图"控制法兰的平面度与密封槽底部的平面度是大型法兰加工工艺的主要目标根据以往经验"由于道路。车辆以及运过程振动引起的变形等问题整体加工后运至现场安装往往很难实现例如用大立车进行整体加工"其机床的尺寸加工精度是可行的"但其装夹变形误差远大于机床误差整体工件的运输过程中车辆的振动使工件发生很大的变形如,整体法与整体封头焊后"之多因此"必然需考虑合适的加工方案来进行大型法兰的现场精加工现场的精加工用装备在

需满足高精度的同时"必须减少现场加工量"如大直径法兰在现场仅精加工密封槽及密封面
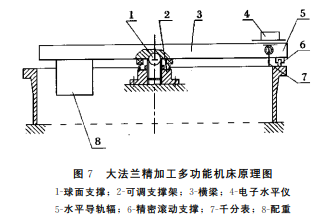
YPQ法兰与某风洞法兰制造上已得到证实"在现场用小机床加工大型零件实践证明是行之有效"既好又快又省在 YPQ法兰与某风洞法兰上已得到证实法兰平面度达。风洞中法兰达
多功能机床的本体通过横梁和滚轮直接安装并夹紧在工件上"铣削平面时"机床本体处于夹紧状态"铣刀沿工件径向完成一次铣削后"松开夹紧轮"将机床沿工件圆周方向移动,。??"再次夹紧机床本体于工件上"重复前述加工工艺切削深度靠测量装置测量结果加以调整"以保证整个法兰盘的平面度要求由于法兰密封面的平面度和表面粗糙度要求很高"因此"机床不仅要能进行铣削精加工"还应该能够完成磨削。珩磨。抛光等精整加工精加工时"机床本体可通过滚轮带动"沿工件圆周方向绕工件圆心做连续回转运动"从而可以完成连续磨削和抛光工"以达到要求的平面度和粗糙度机床的结构简图如图,所示"将图,中的测量装置换成铣削装置或者其他精整装置"便可以进行相应的精加工或精整加工加工密封槽时"先使立铣刀沿法兰径向进行一定深度的铣削"然后"使机床再沿工件圆周方向运动"对大法兰进行环向连续铣削"机床沿大法兰运动一周"即完成一次加宽密封槽的铣削加工"分别对大法兰密封槽的内柱面进行切削"直至达到设计要求。