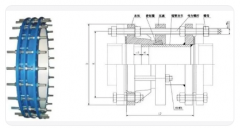
法兰制造流程


-
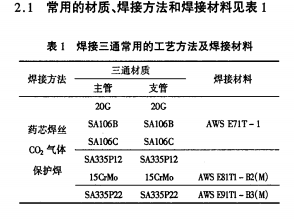
等径焊接三通是电站锅炉中经常采用的一种 三通型式,原采用手工电弧焊进行焊接,由于焊缝 需填充的熔焊金属非常多,生产效率低下,为解决 此问题,需考虑采用自动焊进行焊接,本文主要对 等径焊接三通自动焊机的设计原理、设备结构、典 型工艺进行了简要介绍。
焊接三通是由主管和支管通过焊接而成(见 图1),在主管上开等于支管内径的孔,在支管上 与主管相接端用马鞍形气割机气割出马鞍形坡 口,焊接采用药芯焊丝c02气体保护焊,焊枪采 用相对位置不动,只是摆动角度,先将三通支管和主管点焊到一起,用夹盘和拖夹盘将三通固定,通 过调整调配装置,使三通同时进行圆周运动和直 线运动,走出马鞍形曲线。通过焊枪将焊接坡口 焊满。
在肩部时焊枪与集箱筒体成450,随着位置的 不同,焊枪与焊缝表面的角度在700一900之间变 化。
根据等径焊接三通的特点,肩部坡口小,填充 金属少,腹部坡口大,填充金属多,为使各层坡口 内焊缝金属的填充量均匀,并保证肩部和腹部焊缝厚度趋于一致,为此在焊接过程中应注意适当 增加腹部的焊道层数或摆动幅度。焊接过程中根 据腹部焊缝的情况可随时调整重复焊道的长度, 此外还应注意坡口外缘焊缝(道)之间圆滑过渡, 保证焊接三通焊缝的外缘形状。 盖面焊分两层焊接,第一层对马鞍形坡口焊 缝进行局部填平补焊,使焊缝均匀、圆整、高度一 致,为盖面焊打下基础;第二层进行成形盖面焊 接。焊接时焊丝水平方向摆动,始终保持焊道与 水平面平行,防止形成焊瘤。随着焊接的进行,焊 道与管接头中心线的角度不断变化,焊至腹部最 低点(两侧焊缝相接处)时形成一个三角形空焊 区。在三角形空焊区接焊时,注意焊枪摆动幅度 不能过大,电弧不能超过已焊焊道,以保证接头均 匀,成形美观。
等径焊接三通自动焊机设计制造简单,维修 方便,操作简便灵活,不需要工装及模具,制造周 期短,占地面积小,价格低,可满足等径焊接三通 的制造要求,能够解决手工焊焊接效率低的难题。