法兰制造流程


-
这种三通就目前来说,是优选的设计,它具有结 构简单、施工方便、安全经济、就地取材、优质长寿、 检验容易等优点。其中最突出的是优质长寿。这一 点,可由青山热电厂 5 # 机主汽母管上的焊制三通的 实例说明。青山热电厂 5 # 机是在 1958 年安装,当 时由于缺少铸造三通,迫使使用焊制三通。
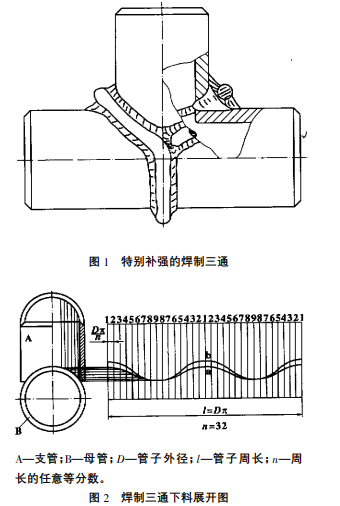
图 1 为 这 个 三 通 的 结 构,母 管 与 支 管 均 为 12CrMoV 钢,o273 X 22,焊缝由 o22 的 12CrMoV 圆条补强,与三通相联接的管子规格均为与三通规格相 同。本三通自 1959 年投入运行以来,现已安全运行 了 26 年,累计运行时间为 20 X 104 h,每次大修对该 三通进行宏观检查,均未发现任何问题。证明了这 种三通只要制造工艺得当,即可达到优质长寿的目 的。为了推广此工艺,特将制造这种三通的情况介 绍如下
1 、毛坯下料 母管长度等于 3 倍支管外径,并车好坡口。
2、母管反变形 按本文 1.6.3 的方法进行。
3、样板制作 图 2 所示为等径三通下料展开图。首先画出母 管与支管的侧视图,取 ! = 32,将1 / 4周长分为 8 等 分,按 1、2、3、4、5、6、7、8、9 的相应位置,连线至展开 图的 " =!#,! = 32 的纸板之上,各交点连成曲线, 即得支管的展开样板(图 2 中的 a 曲线)。为使各部位的坡口横切面基本相等,故 1 部位坡口为 45( 图 3 中的 0 — A 切面),3 部位坡口为 30 (图 3 中的 0 — B 切面),6 部位坡口为 l5( 图 3 中的 0 — C 切面),9 部位不用开坡口(图 3 中的 0 — D 切 面),故这些坡口构成图中的 b 曲线(坡口样板)
4、三通接头制作 不论等径三通或异径三通,其支管均按图 2 做 出样板,下料磨光后,套在母管开洞的位置,手伸入 支管内沿圆周画线,开孔后,按图 3 各切面形状加 工。支管和母管的焊接区各表面粗糙度均在 以 上,洞口内侧圆周均磨成 R6 的圆角。
5、三通的最佳组合方法图 4 所示的组合方法为实践证明的最佳方法。 首先将支管放在水平台上,再将母管对正在支管上, 母管两端垫高,使接头周围均有 5 ~ 6 mm 的间隙。 这种角度偏小,间隙偏大的做法是根据实际经验为 保证根部焊透、操作方便、焊缝横切面小而决定。
6、焊接工艺这种方法有以下特点: a. 工件在焊接过程中,始终不动,免去不必要 的辅助工作。 b. 没有点焊的工序,因而接头少,产生缺陷的 可能性小。 c. 由于对称焊接,故变形小且应力均匀。 d. 工效高。
该焊制三通在壁厚与所接管厚度相等的条件下 安全运行达 26 年,其接头安全、长期运行的原因是 !" 有合理的对口标准; #" 有严格优选的焊接工艺和热处理工艺; $" 整个工艺流程联系十分紧密,使整个三通从 预热至热处理终结,其结构的任何部位的最低温度 均大于 l20 C,克服了氢致裂纹和延迟裂纹以及拘 束应力过大等不利因素。使三通具有一个良好的原 始机体。 实际生产证明,只需铸造三通及锻造三通 l / l0 的制造费用,焊制三通就可获得长期、安全运行的效 果。