法兰制造流程

-
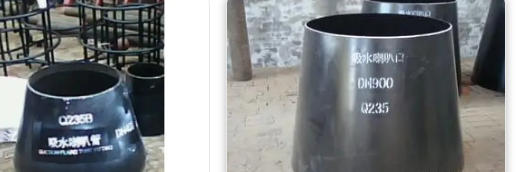
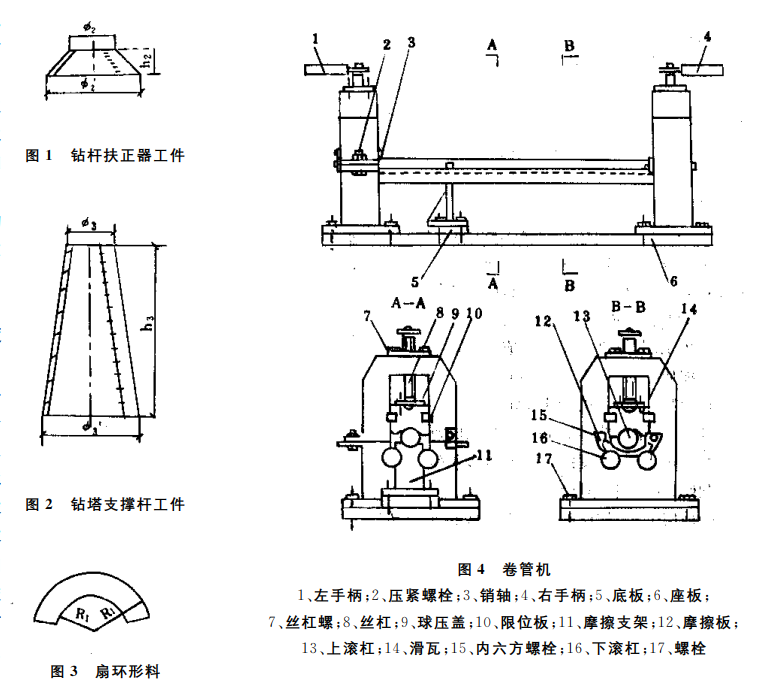
原制作工艺 根据不同型号产品的需要&将厚度 为。的普通低碳钢板&数控切 割成如图(所示扇环形料"在扇环料 上&沿直径方向&间隔均匀地划出数条 压制线"用油压机沿划线方向逐条反 复压制#沿每条线一次的下压量尽可能 相同&直到压制出的锥筒接近图纸要求 尺寸$"用锤敲打校圆至符合图纸要求 图,扇环形料 "焊接对接缝。上述工艺方法&制作如 图’ 所 示 锥 筒 ##(’#(/较 小&0( 较 大$&能够压制的范围很小&几乎靠敲打 成形%即便压制如图!所示锥筒##’’ #’/较大&0’较小$&逐条线返复压制。 不仅工作量大&而且每次的下压量也不 容易控制均匀&导致工件对接处扭曲错位&校正工作量大&且成形 工件压痕明显&外观质量差%
卷制图!所示锥筒。可在 卷管机。如图#所示。上安装如图$所示的摩擦支架#在卷管机的 座板。上组焊带有螺孔的底板$&将摩擦支架用螺栓紧固在底板 上。不用时可将摩擦支架拆下来$&便可进行卷制。工艺过程为! 数控切割下料"卷制#方法!将扇环料内圆弧紧贴摩擦支架&放置 在摩擦支架右侧。让任一直径与滚杠轴线平行&旋转卷管机左手 柄!’右手柄#&通过丝杠’’滑瓦(&高速滚框的下压量&使左侧下 压量大于右侧下压量。启动卷管机&进行卷制。卷制过程中逐步 增加两侧下压量%由于两侧下压量不同&加之扇环内圆弧与摩擦支架的摩擦力。在滚框的转动下。料件便绕摩擦支架转动。通过 往返转动。就可卷制出接近图纸要求的锥筒。校正#对已符合图 纸尺寸要求的&可省去此道工序。焊接对接缝。卷制如图’所 示锥筒。在较大的摩擦力下&料件才能上述统计结果表明#第!&"层中风化泥岩和第!%"层微风化泥 岩均属软岩$泥岩在空气中风化迅速$且浸水易软化。而强度迅速 降低$桩端持力层较差。
大口径单双两动伸缩式连续扩底钻头%实现了扩钻即分又 合的目的$即在预定深度下入扩底钻头%首先扩孔钻头回转$扩 爪张开$当扩至到设计最大直径后$底钻头也随着回转$实现连续 扩孔$这样能确保最大扩孔直径和长度$增加单桩承载力$该钻头 也可在钻孔桩的任意部分实现连续扩孔$扩出的最大直径长度 可任意控制%更换不同的切削具$可适应不同地层扩孔的需要% 其工作原理如下# 当钻至预定深度后$提出普通钻头$下入该钻头至孔底$此 时$靠钻具自重或液压加压$使方钻杆下移$使其带动回转梁下 移$当主动钻杆回转时$带动钻头上盖&回转梁扩爪一起回转$开 始逐渐扩孔$由于底钻头与钻头体是动配合$此时底钻头保持相 对静止$实现单动$当扩爪扩至设计要求直径时$上部靠上限位档 限位$此时方钻杆恰好进入底钻头的四方筒内$带动底钻头同步 回转$达到扩钻同步进行$即双动$实现了连续扩孔的目的%
大口径单双两动伸缩式连续扩底钻头。实现了扩钻即分又 合的目的$即在预定深度下入扩底钻头%首先扩孔钻头回转。当扩至到设计最大直径后$底钻头也随着回转$实现连续 扩孔$这样能确保最大扩孔直径和长度$增加单桩承载力$该钻头 也可在钻孔桩的任意部分实现连续扩孔,扩出的最大直径长度 可任意控制,更换不同的切削具$可适应不同地层扩孔的需要,其工作原理如下,当钻至预定深度后$提出普通钻头$下入该钻头至孔底$此 时$靠钻具自重或液压加压$使方钻杆下移,使其带动回转梁下 移$当主动钻杆回转时$带动钻头上盖,回转梁扩爪一起回转$开 始逐渐扩孔,由于底钻头与钻头体是动配合$此时底钻头保持相 对静止$实现单动,当扩爪扩至设计要求直径时$上部靠上限位档 限位$此时方钻杆恰好进入底钻头的四方筒内$带动底钻头同步 回转$达到扩钻同步进行$即双动$实现了连续扩孔的目的%开尺寸符合扩底设计要求,扩底钻头下入孔内时应慢慢下入井底$以免扩爪碰撞变 形,钻时将钻头提起一定高度!方钻杆带动回转梁的下移 长度"使扩底钻头钻至普通钻头钻进深度时实现双动$即扩爪 和底钻头同时工作,扩孔到设计深度后应彻底冲井排渣$边冲洗边提动钻具,当上下自如时即可上钻,上钻后应检查扩爪活动是否自由灵活$扩爪的最大张开 尺寸是否有变化。