合金法兰

-
由于现代煤化工行业技术的发展,对材料的耐磨 性和耐蚀性有了更高的要求,传统的碳钢、不锈钢、镍 基合金等材料的耐磨性都比较差,不能满足要求,而专 用耐磨损、耐腐蚀的合金EDCrNi—B.15(D547Mo)是在 只用硅合金元素强化的D547,D557基础上发展起来 的,D547由于硬度偏低,使用寿命不高,而D557焊条 堆焊金属抗裂性不好,要求预热温度高,冷加工性能 差,主要性能均不十分理想。 某公司承接的某化工集团变换炉使用温度500 ℃,法兰密封面均要求堆焊EDCrNi—B一15(D547Mo),是 在Crl8Ni9合金基础上添加较多量的Si元素,属于铬 镍硅型奥氏体不锈钢堆焊焊条,硅强化的铁素体量增 加,可提高材料的抗擦伤性能。长期以来,D547Mo焊 条在产品堆焊过程中预热温度须提高至300℃以上, 堆焊后须立即进行回火热处理,堆焊多层容易产生大 面积裂纹,导致产品多次返修、热处理,增加了制造成 本,拖延了产品交货期。试验对合金系统进行调整的 QD547Mo药芯焊丝气体保护焊与D547Mo焊条电弧焊 进行了对比试验。
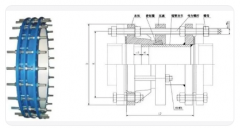
该设备法兰材质为15CrMolV[1 3锻件,大小规格不 等,但密封面梯形槽的尺寸完全相同,数量共有8件;原 技术条件要求梯形槽堆焊合金EDCrNi.B一15外,其余均 堆焊E309L+E308L,厚度为2.0 mm+3.0 nun,法兰结结构示意图见图1a,节点I为梯形槽密封面尺寸详见图 1b。由于受结构限制,法兰密封面有焊条电弧焊、CO:药 芯焊丝气保焊两种可选堆焊方法,考虑到在法兰15CrMo Ⅳ锻件基体上直接堆焊,稀释率高达30%以上,应堆焊 较多层才能保证耐磨性能,故将原图梯形槽密封面改 为先堆焊E309L不锈钢作为过渡层,再堆焊合金ED. CrNi—B一15,试验目的是寻找一种既经济、实用,又能满 足技术条件要求的堆焊金属。

采用D547Mo焊条电弧焊和QD547Mo药芯焊丝气 保焊分别进行试验:在两块材质为15CrMoR,规格为 300 mm×200 mm X 30 mm的试板上均用E309L不锈 钢焊条堆过渡层,堆焊前预热150℃以上,堆焊后立即 进行(250~300)℃X 2 h后热消氢;机械加工后按照 JB/T 4730--2005(承压设备无损检测》标准进行100% 渗透检测,保证过渡层厚度为2.0 mm。两块试板在堆焊547Mo前预热300℃以上,用远红外测温仪实测试板最 高温度大约300℃左右开始堆焊,试板1堆焊D547Mo 焊条,堆焊4层;试板2采用QD547Mo药芯焊丝CO,气 体保护堆焊,堆焊四层,焊接工艺参数见表l,堆焊后立 即进行675:焉oC x2 h热处理。按图1b要求机械加工 后100%渗透检测,保证硬质合金堆焊层厚度为6.0 mm, 经试验发现试板1堆焊两层不产生裂纹,堆焊第3层开 始出现裂纹,主要为横向裂纹,堆焊层数越多,产生的 裂纹越多;试板2堆焊3层以上均不出现裂纹。
547Mo前预热300℃以上,用远红外测温仪实测试板最 高温度大约300℃左右开始堆焊,试板1堆焊D547Mo 焊条,堆焊4层;试板2采用QD547Mo药芯焊丝CO,气 体保护堆焊,堆焊四层,焊接工艺参数见表l,堆焊后立 即进行675:焉oC x2 h热处理。按图1b要求机械加工 后100%渗透检测,保证硬质合金堆焊层厚度为6.0 mm, 经试验发现试板1堆焊两层不产生裂纹,堆焊第3层开 始出现裂纹,主要为横向裂纹,堆焊层数越多,产生的 裂纹越多;试板2堆焊3层以上均不出现裂纹。
(1)采用547Mo合金堆焊法兰密封面时,为了降 低稀释率,需堆焊过渡层E309L,厚度I>2.0 ITLnl。
(2)堆焊547Mo选用的焊接材料,Si含量不能过 高,否则会降低焊接材料的焊接性,应严格控制在 2.5%一3.5%范围。
(3)堆焊过程中应达到规定的预热温度,严格控 制层间温度,堆焊工作必须一次性完成,且堆焊后需立 即进行回火热处理。
(4)选择合适的焊接工艺参数和焊后热处理温度 及保温时间,是提高法兰密封面硬度和使用寿命的最终确定用QD547Mo药芯焊丝为合金法兰密封面堆 焊焊接材料,它仍采用C卜Ni—Si—Mo-W—Nb合金系统,但 硅含量进一步降低,增加碳化物形成元素,使沉淀强化 作用更为明显【3 J,Mo,W,V,Nb等合金元素由于沉淀强 化作用使材料的高温硬度得到提高。