法兰知识问答
弯管接头法兰盘的铣削加工
更新时间 2021-07-21 18:26 阅读
弯管接头如图1所示,它主要用于输送液{本或气 体物料的管道连接中。为了防漏,并增强密封性,因 此对弯管接头法兰盘表面的形位公差有较高的加工要 求加工其法兰盘表面时,由于工件形体较大,且形 状复杂,在车床上加工装夹困难。在无专用设备的情 况下,利用一齿差机构原理将普通机床的三爪卡盘改 装成铣刀夹具如图2所示。采用这种夹具可在普通铣 床上加工弯管接头法兰盘表面。
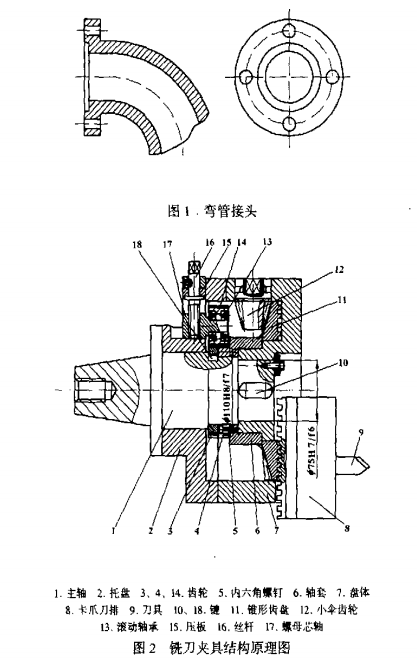
如图2所示,主轴l采用7:24锥度与动力头锥 孔相配合,托盘2与主轴为间隙配合,齿轮3与主轴 由键18联接固定,齿轮4用内六角螺钉5固定在轴套 6上,轴套再与锥形齿盘11焊接,使齿轮、轴套、锥 形齿盘连为一体,并与主轴和盘体的配合为间隙配合,卡爪乃排8在盘体中可径向移动.轴套再与锥形齿盘 lI的齿相啮合。小伞齿轮12与锥形齿盘的配合和动作 与普通三爪卡盘相同。齿轮14通过轴承13固定在螺 母芯轴17的轴上可怍旋转运动,并与齿轮3、4同时 啮合,螺母芯轴嵌于托盘的滑槽内,通过缝杆16作上 F运动。当作径向进给铣削时,先要旋转丝杆,使螺 母芯轴压紧在托盘滑槽的底端,并保证齿轮14与齿轮 3与4有良好的啮合。 当动力头带动主轴转动时,整个铣刀夹具都一起 转动。切削进给时,先制动托盘2,使齿轮J4停fE周 转,而只能在齿轮3的带动下绕螺母芯轴17转动,从 而带动齿轮4,亦即锥形齿盘11转动,促使卡爪刀排 8径向移动,达到径向进给的目的。 该铣刀夹具径向进给是采用一齿差的羞动机构, 径向进给过程如F;由于齿轮3(71旨)比齿轮4(72 齿)少一齿,当齿轮3转~一圈时,齿轮14与齿轮3转 了相同的齿数,即71个齿传给齿轮4,则齿轮4转了 一圈少1齿,亦即锥形齿盘1J在整个铣刀夹具转一圈 时,它少转了l/72圈,也就是卡爪刀排8径向移动1/ 72的齿距。如刀排齿距是10nun,则径向移动s= 10rnrn×l/72=O.14mm。 退刀方法;停车后,顺向旋转丝杆16使螺母芯轴 17上升,齿轮14随之与齿轮3与4脱离啮合。再用卡 盘扳手转动小伞齿轮12,使锥形齿盘1 l快转动,达到 刀具退回原处的目的。 另外,在一次切削完成后,也可不用退刀,而是 将刀具在另一端调转180。,开倒车继续进行切削,
(1)弯管接头法兰盘的表面与主轴和动力头的轴 线要保持垂直。否则旋削的法兰面会呈凹面或凸面形, 影响加工质量, (2)轴套与锥形齿盘焊接时要防l卜锥形齿盘受热 变形。亦可采用其他方法联接。 3结束语 利用少齿差机构原理改装三爪卡盘成为铣刀夹具, 在普通铣床上铣削弯管接头法兰盘表面、具有结构简 单,制造方便,保正加工质量,而且无需专用设备, 因而具有一定的实用价值。
如图2所示,主轴l采用7:24锥度与动力头锥 孔相配合,托盘2与主轴为间隙配合,齿轮3与主轴 由键18联接固定,齿轮4用内六角螺钉5固定在轴套 6上,轴套再与锥形齿盘11焊接,使齿轮、轴套、锥 形齿盘连为一体,并与主轴和盘体的配合为间隙配合,卡爪乃排8在盘体中可径向移动.轴套再与锥形齿盘 lI的齿相啮合。小伞齿轮12与锥形齿盘的配合和动作 与普通三爪卡盘相同。齿轮14通过轴承13固定在螺 母芯轴17的轴上可怍旋转运动,并与齿轮3、4同时 啮合,螺母芯轴嵌于托盘的滑槽内,通过缝杆16作上 F运动。当作径向进给铣削时,先要旋转丝杆,使螺 母芯轴压紧在托盘滑槽的底端,并保证齿轮14与齿轮 3与4有良好的啮合。 当动力头带动主轴转动时,整个铣刀夹具都一起 转动。切削进给时,先制动托盘2,使齿轮J4停fE周 转,而只能在齿轮3的带动下绕螺母芯轴17转动,从 而带动齿轮4,亦即锥形齿盘11转动,促使卡爪刀排 8径向移动,达到径向进给的目的。 该铣刀夹具径向进给是采用一齿差的羞动机构, 径向进给过程如F;由于齿轮3(71旨)比齿轮4(72 齿)少一齿,当齿轮3转~一圈时,齿轮14与齿轮3转 了相同的齿数,即71个齿传给齿轮4,则齿轮4转了 一圈少1齿,亦即锥形齿盘1J在整个铣刀夹具转一圈 时,它少转了l/72圈,也就是卡爪刀排8径向移动1/ 72的齿距。如刀排齿距是10nun,则径向移动s= 10rnrn×l/72=O.14mm。 退刀方法;停车后,顺向旋转丝杆16使螺母芯轴 17上升,齿轮14随之与齿轮3与4脱离啮合。再用卡 盘扳手转动小伞齿轮12,使锥形齿盘1 l快转动,达到 刀具退回原处的目的。 另外,在一次切削完成后,也可不用退刀,而是 将刀具在另一端调转180。,开倒车继续进行切削,
(1)弯管接头法兰盘的表面与主轴和动力头的轴 线要保持垂直。否则旋削的法兰面会呈凹面或凸面形, 影响加工质量, (2)轴套与锥形齿盘焊接时要防l卜锥形齿盘受热 变形。亦可采用其他方法联接。 3结束语 利用少齿差机构原理改装三爪卡盘成为铣刀夹具, 在普通铣床上铣削弯管接头法兰盘表面、具有结构简 单,制造方便,保正加工质量,而且无需专用设备, 因而具有一定的实用价值。
- 上一篇:法兰的质量控制及焊接变形
- 下一篇:锻造法兰

