技术支持
WB36材质法兰的焊接
更新时间 2021-04-27 13:16 阅读
沧州信益专业生产销售WB36材质法兰及管件,专业配管WB36管道焊接。
与以往碳钢相比,WB36钢在化学成分优化、常温机械性能的等级上有很大提高,本文通过对WB36钢 的焊接方法与热处理参数的控制,制定科学合理的焊接工艺,大大提高了WB36钢的可用性,并逐步替代一般碳钢(目前 主要用于给水系统)。下面我们就生产中的经验和相关数据与大家共同探讨一下WB36高压给水管道焊接工艺。
WB36是德国瓦瑞克·曼企业标准 号,在DIN标准中称15NiCuMoNb5。 WB36在空淬热处理后为贝氏体- 铁素 体组织,属于铜- 镍- 钼低合金热强钢, 该钢加入了Cu用以提高回火后的强度, 但是铜元素具有赤热脆性,因此加入 了比Cu多50%的Ni,不但消除了赤热 脆性,还进一步提高了强度,尤其是 加入少量的钼后,这种效果更好。
碳当量越大,金属的焊接性愈差, WB36钢的焊接性等级属于Ⅲ级,具有 一定的冷裂纹倾向,而且高压给水管 道管壁较厚、焊接残余应力较大、容 易在焊层根部出现夹渣和应力开裂, 必须严格按照工艺规程进行焊前预热、 焊后消除应力回火处理,方可获得满 意的焊接接头。
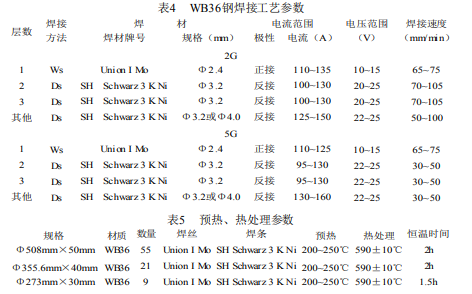
电厂建设中,高压给水管道通常 采用氩弧焊+电焊联焊的方式焊接,即 采用手工钨极氩弧焊打底,手工焊条 电弧焊填充盖面。焊丝采用Union I Mo, 规格为φ2.4mm;焊条采用SH Schwarz 3KNi,规格为φ3.2mm和φ4.0mm两种。
焊前预热→对口点固(手工氩弧 焊)→打底层焊接(手工氩弧焊)→ 填充盖面(手工电弧焊,层间进行温 度控制)→焊后热处理。
焊前预热可以防止冷却速度过 大,对防止焊缝产生应力开裂、降低 接头各区硬度和应力峰值以及提高韧性有好处。
根据焊接公司工艺卡(WD- 2.2 W1- 100),氩弧焊打底时预热温度取 100℃,温度过高不利于焊工操作,在 仰焊位置容易出现内凹缺陷。电弧焊 填充时预热温度200~250℃,层间温度 为200~350℃,需选择适当的焊接参数, 以减少高温停留时间,防止焊缝晶粒 粗化、造成焊缝机械性能变差。
第一,钝边厚度不超过2mm,以 防铁水流动性差而造成根部未熔合。 第二,坡口及其内外两侧15~20mm 范围内打磨至露出金属光泽。
不得在管道上焊接任何临时 支撑物,不得强行对口,以减少附加 应力。
对口方法是在坡口内侧使用 定位块点固焊口。用3~4块锲形块(δ =16~25mm)点焊固定,点焊示意图如 图1。锲形块的材料亦为WB36材质, 且采用氩弧焊点固。
焊口对口后,必须经过焊接质 检员(或焊接技术人员)检查认可后, 才能进行氩弧焊打底焊接,且在打底 结束前,应留一处检查孔,焊工用肉 眼认真检查焊缝的根部,检查确认无 缺陷后,方可继续施焊。
管道焊口宜采用两人同时对称 施焊,两人采用同样的焊接规范,这 样可以减少焊接时产生的焊接应力, 减少裂纹出现的概率。
热处理使用柔性陶瓷电阻履带 式加热器。测温方式采用铠装热电偶 接触测温,热电偶共两个,对称布置。
碳钢相比,WB36的强度等级大大提高, 因此设计规格大大降低,因此也降低 了安装难度,节约了材料,在使用成 本上降低了很多。 WB36钢的焊接性优良,只要严格 遵守有关焊接工艺,就能确保优良的 焊接质量。 虽然WB36钢焊接性尚好,但也有 一定的冷裂纹倾向,焊前必须进行预 热,并保持一定的层间温度,焊后及 时进行热处理消应力方能得到满意的 焊接接头质量。
与以往碳钢相比,WB36钢在化学成分优化、常温机械性能的等级上有很大提高,本文通过对WB36钢 的焊接方法与热处理参数的控制,制定科学合理的焊接工艺,大大提高了WB36钢的可用性,并逐步替代一般碳钢(目前 主要用于给水系统)。下面我们就生产中的经验和相关数据与大家共同探讨一下WB36高压给水管道焊接工艺。
WB36是德国瓦瑞克·曼企业标准 号,在DIN标准中称15NiCuMoNb5。 WB36在空淬热处理后为贝氏体- 铁素 体组织,属于铜- 镍- 钼低合金热强钢, 该钢加入了Cu用以提高回火后的强度, 但是铜元素具有赤热脆性,因此加入 了比Cu多50%的Ni,不但消除了赤热 脆性,还进一步提高了强度,尤其是 加入少量的钼后,这种效果更好。
碳当量越大,金属的焊接性愈差, WB36钢的焊接性等级属于Ⅲ级,具有 一定的冷裂纹倾向,而且高压给水管 道管壁较厚、焊接残余应力较大、容 易在焊层根部出现夹渣和应力开裂, 必须严格按照工艺规程进行焊前预热、 焊后消除应力回火处理,方可获得满 意的焊接接头。
电厂建设中,高压给水管道通常 采用氩弧焊+电焊联焊的方式焊接,即 采用手工钨极氩弧焊打底,手工焊条 电弧焊填充盖面。焊丝采用Union I Mo, 规格为φ2.4mm;焊条采用SH Schwarz 3KNi,规格为φ3.2mm和φ4.0mm两种。
焊前预热→对口点固(手工氩弧 焊)→打底层焊接(手工氩弧焊)→ 填充盖面(手工电弧焊,层间进行温 度控制)→焊后热处理。
焊前预热可以防止冷却速度过 大,对防止焊缝产生应力开裂、降低 接头各区硬度和应力峰值以及提高韧性有好处。
根据焊接公司工艺卡(WD- 2.2 W1- 100),氩弧焊打底时预热温度取 100℃,温度过高不利于焊工操作,在 仰焊位置容易出现内凹缺陷。电弧焊 填充时预热温度200~250℃,层间温度 为200~350℃,需选择适当的焊接参数, 以减少高温停留时间,防止焊缝晶粒 粗化、造成焊缝机械性能变差。
第一,钝边厚度不超过2mm,以 防铁水流动性差而造成根部未熔合。 第二,坡口及其内外两侧15~20mm 范围内打磨至露出金属光泽。
不得在管道上焊接任何临时 支撑物,不得强行对口,以减少附加 应力。
对口方法是在坡口内侧使用 定位块点固焊口。用3~4块锲形块(δ =16~25mm)点焊固定,点焊示意图如 图1。锲形块的材料亦为WB36材质, 且采用氩弧焊点固。
焊口对口后,必须经过焊接质 检员(或焊接技术人员)检查认可后, 才能进行氩弧焊打底焊接,且在打底 结束前,应留一处检查孔,焊工用肉 眼认真检查焊缝的根部,检查确认无 缺陷后,方可继续施焊。
管道焊口宜采用两人同时对称 施焊,两人采用同样的焊接规范,这 样可以减少焊接时产生的焊接应力, 减少裂纹出现的概率。
热处理使用柔性陶瓷电阻履带 式加热器。测温方式采用铠装热电偶 接触测温,热电偶共两个,对称布置。
碳钢相比,WB36的强度等级大大提高, 因此设计规格大大降低,因此也降低 了安装难度,节约了材料,在使用成 本上降低了很多。 WB36钢的焊接性优良,只要严格 遵守有关焊接工艺,就能确保优良的 焊接质量。 虽然WB36钢焊接性尚好,但也有 一定的冷裂纹倾向,焊前必须进行预 热,并保持一定的层间温度,焊后及 时进行热处理消应力方能得到满意的 焊接接头质量。
- 上一篇:09MnNiD钢锻件低温冲击
- 下一篇:日标法兰

