常见问题
井盖铸造缺陷方法
更新时间 2021-12-05 07:52 阅读
球化铁水的选择
①球化铁水在成分上要选择共晶当量的铁水,由于球化剂的加入,碳当量应在4.6%-4.7%为好。
②由于球化剂的加入增加了铁液的树枝状结晶倾向和表面张力,因此,残余稀土镁的量要尽可能低121,通常残余稀土含量RE<0.02%,0.03%<Mg<0.04%。
③孕育处理要到位,防止自由惨碳体的出现,通常Fe3C<3%。
④球铁井盖是薄壁件,而且是潮模铸造,终硅含量应偏高,应控制在2.6%<Si<3.0%。
⑤球墨铸铁中,不允许有超过通用标准的微量元素,这一点也特别重要。
浇注温度对冷隔的防治起决定性的作用,温度越高,铁液冷 却凝固时间越长,但盲目提高浇注温度会给铸件带来粘砂、缩孔、 变形等铸造缺陷,通常球墨铸铁井盖的浇注温度在1 350— 1 400℃为宜。
球铁井盖结构的设计尽量做到皮厚、壁厚适中,小件不小于 4—6 mTTl,大件不小于6~8 nlnl。而且在符合力学性能的前提下,尽 量做到承力筋少、间距均匀、过渡平缓、留适中的铸造圆角、不留 尖角、结构简单明了、芯子少,这些都是减少铸件冷隔和其他缺 陷的有效方法。
铸型鬣热系数低、导热能力强、紧实度大、不加冷铁,都有利 于铁水保温。使用涂料能改善摩擦条件,降低流动阻力,但潮模 通常在铸型表面撒石墨粉,这方面的作用不大。适当降低型砂中 的含水量和发气物质的含量,减少型砂发气量。在满足强度要求下,砂箱高度要尽量低。铸型上扎出气眼,或在适当的地方留出 气冒口,以提高铸型的整体透气能力,减小铸型中气体的反压 力,都有利于铁水充型,减少冷隔缺陷。
浇注系统的开设对铁水充型的影响也是十分明显的。直浇 道要有足够的高度,如砂箱高度不够,可加浇口杯来补足,以保 证整个浇注系统有足够的静压力。内浇道是控制金属液流动速 度的关键组元,通常应开得偏大点,但是开得过大,充型过快,不 利于各注入口的乎稳分配。再者,内浇道的开设位置应保证铁水 充型均匀、浇注路程短、最后充型部位壁厚不薄等,因此内浇道 的开设应数量均匀、面积适中。出气冒IZl是防止型腔形成反压力 的有效组元,出气冒口通常留在铁水最后充型部位。浇注系统的 开设要考虑整个铸型的充型速度,总的来讲是快点好,有利于铁 水保温。但是充型速度过快,易形成铁水的飞溅、喷射现象,使金 属氧化和产生铁豆缺陷,使型腔气体来不及排出、反压力增加。 反而造成“浇不到”或“冷隔”缺陷。浇注系统的开设应考虑铁水 流动的平稳和均匀。尤其对于一型数个铸件,充型不匀就可能会 使某个部位或某个铸件断流,从而形成冷隔,因此,应选用封闭 式的浇注系统。
在保证浇注铁水成份和温度合格的情况之下,浇注方法也 是极其重要的环节。首先,要使铁水快速充满浇口杯,然后一直 保持浇口杯处于充满状态,保证整个浇注系统不断流,这一点至 关重要。再者,对于一些特殊的铸件还要进行二次补浇。
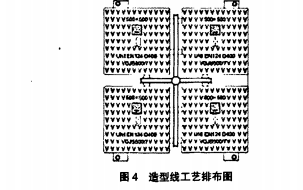
(1)铸造手段:采用z110造型机线生产,铸型强度16N/cmz, 透气性90。 (2)造型工艺:砂箱高度140,一型浇4件。每个铸件都有独 立的排气冒口,采用闭式浇注系统,工艺排布见图4。
冷隔是球墨铸铁井盖生产的第一“杀手”。但是,如果认识到面(下层线棒侧),而该线棒槽楔存在松动现象,见图5。因为定子 线圈是整体结构,真空压力浸漆。现场无法修复。为了彻底消除 隐患,确保今后长期安全运行.将ll循环水泵电机和12凝结水 泵电机返厂修理,更换定子绕组。
(1)虽然磁性槽楔能起到一定的节能降耗的作用.也是电机 制造的趋势。但是从目前应用情况看,存在磁性槽楔脱落造成定 子线棒绝缘损坏的重大隐患。所以,为保证机组的安全可靠运 行、消除重要辅机存在的设备隐患,应利用机组检修机会,检查 该类型电机槽楔是否松动、脱落,如果发现槽楔松动、脱落,应将 其更换为非磁性槽楔。
(2)严格执行检修预试规程和检修周期,枪奁所有电机绝缘 状况。如发现问题,应及时进行有针对性的处理,防止类似故障 的重复发生。
(3)电动机冷态、热态启动时间间隔和次数严格按运行规程 执行,避免电动机频繁启动。
(4)加强设备巡检,执行点检制度。发现电机振动、温度及声 音异常时。及时分析,采取相应措施予以消除。
(5)加强设备制造或修理过程中的监造,避免在制造或修理 过程中发生因材质、工艺不良等造成的先大性设备隐患。
①球化铁水在成分上要选择共晶当量的铁水,由于球化剂的加入,碳当量应在4.6%-4.7%为好。
②由于球化剂的加入增加了铁液的树枝状结晶倾向和表面张力,因此,残余稀土镁的量要尽可能低121,通常残余稀土含量RE<0.02%,0.03%<Mg<0.04%。
③孕育处理要到位,防止自由惨碳体的出现,通常Fe3C<3%。
④球铁井盖是薄壁件,而且是潮模铸造,终硅含量应偏高,应控制在2.6%<Si<3.0%。
⑤球墨铸铁中,不允许有超过通用标准的微量元素,这一点也特别重要。
浇注温度对冷隔的防治起决定性的作用,温度越高,铁液冷 却凝固时间越长,但盲目提高浇注温度会给铸件带来粘砂、缩孔、 变形等铸造缺陷,通常球墨铸铁井盖的浇注温度在1 350— 1 400℃为宜。
球铁井盖结构的设计尽量做到皮厚、壁厚适中,小件不小于 4—6 mTTl,大件不小于6~8 nlnl。而且在符合力学性能的前提下,尽 量做到承力筋少、间距均匀、过渡平缓、留适中的铸造圆角、不留 尖角、结构简单明了、芯子少,这些都是减少铸件冷隔和其他缺 陷的有效方法。
铸型鬣热系数低、导热能力强、紧实度大、不加冷铁,都有利 于铁水保温。使用涂料能改善摩擦条件,降低流动阻力,但潮模 通常在铸型表面撒石墨粉,这方面的作用不大。适当降低型砂中 的含水量和发气物质的含量,减少型砂发气量。在满足强度要求下,砂箱高度要尽量低。铸型上扎出气眼,或在适当的地方留出 气冒口,以提高铸型的整体透气能力,减小铸型中气体的反压 力,都有利于铁水充型,减少冷隔缺陷。
浇注系统的开设对铁水充型的影响也是十分明显的。直浇 道要有足够的高度,如砂箱高度不够,可加浇口杯来补足,以保 证整个浇注系统有足够的静压力。内浇道是控制金属液流动速 度的关键组元,通常应开得偏大点,但是开得过大,充型过快,不 利于各注入口的乎稳分配。再者,内浇道的开设位置应保证铁水 充型均匀、浇注路程短、最后充型部位壁厚不薄等,因此内浇道 的开设应数量均匀、面积适中。出气冒IZl是防止型腔形成反压力 的有效组元,出气冒口通常留在铁水最后充型部位。浇注系统的 开设要考虑整个铸型的充型速度,总的来讲是快点好,有利于铁 水保温。但是充型速度过快,易形成铁水的飞溅、喷射现象,使金 属氧化和产生铁豆缺陷,使型腔气体来不及排出、反压力增加。 反而造成“浇不到”或“冷隔”缺陷。浇注系统的开设应考虑铁水 流动的平稳和均匀。尤其对于一型数个铸件,充型不匀就可能会 使某个部位或某个铸件断流,从而形成冷隔,因此,应选用封闭 式的浇注系统。
在保证浇注铁水成份和温度合格的情况之下,浇注方法也 是极其重要的环节。首先,要使铁水快速充满浇口杯,然后一直 保持浇口杯处于充满状态,保证整个浇注系统不断流,这一点至 关重要。再者,对于一些特殊的铸件还要进行二次补浇。
(1)铸造手段:采用z110造型机线生产,铸型强度16N/cmz, 透气性90。 (2)造型工艺:砂箱高度140,一型浇4件。每个铸件都有独 立的排气冒口,采用闭式浇注系统,工艺排布见图4。
冷隔是球墨铸铁井盖生产的第一“杀手”。但是,如果认识到面(下层线棒侧),而该线棒槽楔存在松动现象,见图5。因为定子 线圈是整体结构,真空压力浸漆。现场无法修复。为了彻底消除 隐患,确保今后长期安全运行.将ll循环水泵电机和12凝结水 泵电机返厂修理,更换定子绕组。
(1)虽然磁性槽楔能起到一定的节能降耗的作用.也是电机 制造的趋势。但是从目前应用情况看,存在磁性槽楔脱落造成定 子线棒绝缘损坏的重大隐患。所以,为保证机组的安全可靠运 行、消除重要辅机存在的设备隐患,应利用机组检修机会,检查 该类型电机槽楔是否松动、脱落,如果发现槽楔松动、脱落,应将 其更换为非磁性槽楔。
(2)严格执行检修预试规程和检修周期,枪奁所有电机绝缘 状况。如发现问题,应及时进行有针对性的处理,防止类似故障 的重复发生。
(3)电动机冷态、热态启动时间间隔和次数严格按运行规程 执行,避免电动机频繁启动。
(4)加强设备巡检,执行点检制度。发现电机振动、温度及声 音异常时。及时分析,采取相应措施予以消除。
(5)加强设备制造或修理过程中的监造,避免在制造或修理 过程中发生因材质、工艺不良等造成的先大性设备隐患。
- 上一篇:河北沧州井盖的生产铸造厂家
- 下一篇:球墨铸铁井盖的冷隔及其防治措施

